International Plastic Laboratories and Services
Georgetown, Texas 78633
Georgetown, Texas 78633

Troubleshooting Concept - A new and different approach to eliminating defects
Troubleshooting is an activity that comes into play at a time when defective parts begin to be molded, after acceptable parts already have been molded for a period of time. This means that the mold has demonstrated a capability for making good parts, and something has happened to interfere with that continued capability.
It is a common misconception that a troubleshooter must have years and years of experience, and has had to attain some type of "black magic" over those years in order to solve processing problems. In fact, a good troubleshooter needs only a good understanding of the molding process and materials being used.
Too often a technician, engineer, or operator will be presented with a molding defect and will start turning dials, flipping switches, and adjusting timers without understanding what they are doing or knowing what results to expect. This is a common problem and is due to the fact that most troubleshooting is done as a result of doing something (anything) that worked in the past. Also, due to schedule requirements, a quick fix is desired, and the technician is pushed into a management-directed panic mode. The result is pandemonium as attempts to correct defects only seem to make matters worse and the entire molding process quickly goes out of control.
While this is a standard scenario in most molding companies (but not highly publicized), it doesn't have to be that way. The situation should be such that the troubleshooter can objectively analyze a molding defect and determine a probable solution before making any changes. The solution should be attempted, followed by another decision. Each solution should be determined independently and rationally. There should be no guesswork, and assistance from outside sources should be welcomed.
A more realistic proposal to troubleshooting is to use a two-pronged approach that consists of using the material suppliers guides coupled with good old common sense. And the primary thing to keep in mind regarding the troubleshooting process is to "KEEP IT SIMPLE". In most cases, a single solution will correct a defective situation. The key is to come up with that single solution without wading through a myriad number of possibilities. To do that, we must first understand what causes defects to occur.
What Causes Defects?
A study that took place over a 30 year span (by Texas Plastic Technologies), analyzed the root causes of most common injection molding defects. The defects studied were process related and did not include those resulting from poor basic product design. It was accepted that product design was frozen, and the molds had already exhibited the ability to produce acceptable parts in a production environment. This study found that the defects could be traced to problems with one or more of the following four items: the molding machine; the mold; the plastic material; the molding machine operator. The most interesting thing was what percentage each of these items contributed towards the cause of the defects. This is shown by the following chart.
It is a common misconception that a troubleshooter must have years and years of experience, and has had to attain some type of "black magic" over those years in order to solve processing problems. In fact, a good troubleshooter needs only a good understanding of the molding process and materials being used.
Too often a technician, engineer, or operator will be presented with a molding defect and will start turning dials, flipping switches, and adjusting timers without understanding what they are doing or knowing what results to expect. This is a common problem and is due to the fact that most troubleshooting is done as a result of doing something (anything) that worked in the past. Also, due to schedule requirements, a quick fix is desired, and the technician is pushed into a management-directed panic mode. The result is pandemonium as attempts to correct defects only seem to make matters worse and the entire molding process quickly goes out of control.
While this is a standard scenario in most molding companies (but not highly publicized), it doesn't have to be that way. The situation should be such that the troubleshooter can objectively analyze a molding defect and determine a probable solution before making any changes. The solution should be attempted, followed by another decision. Each solution should be determined independently and rationally. There should be no guesswork, and assistance from outside sources should be welcomed.
A more realistic proposal to troubleshooting is to use a two-pronged approach that consists of using the material suppliers guides coupled with good old common sense. And the primary thing to keep in mind regarding the troubleshooting process is to "KEEP IT SIMPLE". In most cases, a single solution will correct a defective situation. The key is to come up with that single solution without wading through a myriad number of possibilities. To do that, we must first understand what causes defects to occur.
What Causes Defects?
A study that took place over a 30 year span (by Texas Plastic Technologies), analyzed the root causes of most common injection molding defects. The defects studied were process related and did not include those resulting from poor basic product design. It was accepted that product design was frozen, and the molds had already exhibited the ability to produce acceptable parts in a production environment. This study found that the defects could be traced to problems with one or more of the following four items: the molding machine; the mold; the plastic material; the molding machine operator. The most interesting thing was what percentage each of these items contributed towards the cause of the defects. This is shown by the following chart.
As this chart shows, the most common cause of defects in molded parts is the molding machine itself. It is responsible for 60% of the defects, followed by 20% caused by the mold, 10% caused by the material, and only 10% caused by the operator.
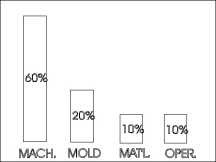
Contrary to what the chart shows (and the study found), most of us in the industry have held the belief that the most frequent cause of defects is usually the material, with the operator coming in a close second. But as the chart shows, the actual most frequent cause of defects is the molding machine, followed by the mold. Thus, when troubleshooting, the first place to look for a solution to a defect problem is the machine because the answer will be there 6 out of 10 times.
The Objective Approach
A troubleshooter must be able to approach a problem with an objective mind. What solved a problem one day may not solve the same problem another day. Because of the large number of parameters (over 200) involved in molding, and the variables of these parameters, and the way they all interact, many solutions may exist for a single problem. Conversely, many problems may be fixed using a single solution. So, the troubleshooter must think through the problem and make sure the most obvious solution is being utilized first. This is done by applying objectivity, simple analysis and common sense.
Visualizing what happens to the plastic as it travels from the hopper through the heating cylinder, and through the flow path to the cavity image, it can be determined what may have changed that could be causing defects. A heater band could be burned out, or an injection pressure valve spring may be weak, or cooling water lines may have become blocked. Any of these problems will cause specific things to happen. A thorough understanding of the molding process will help determine these problems, and their solutions.
TROUBLESHOOTING TIPS
For now it is important to understand that most defects can be corrected by one of a variety of changes. For instance, splay usually can be corrected by either drying the material, or reducing nozzle temperature, or increasing backpressure. The trick to proper troubleshooting is to know when each solution will work and how to identify which problem is actually causing the splay. Understanding this concept will make the troubleshooting process less of a mystery and more of a science.
Successful troubleshooting usually requires making changes to an existing process. These changes will sometimes have an immediate effect, but in all cases, any changes will also have long-term effects. This is because the total molding process requires a certain amount of time to stabilize after any change is made. For instance, an increase in barrel temperature will alter the flow rate of a material after only a few minutes, but that increase also has an effect on the injection speed after a few more minutes because the material is easier to move. A faster injection speed may initiate a tendency for flash to begin after a few more minutes. And so on, and so on. There are three major rules-of-thumb to follow when making adjustments to molding parameters:
The Objective Approach
A troubleshooter must be able to approach a problem with an objective mind. What solved a problem one day may not solve the same problem another day. Because of the large number of parameters (over 200) involved in molding, and the variables of these parameters, and the way they all interact, many solutions may exist for a single problem. Conversely, many problems may be fixed using a single solution. So, the troubleshooter must think through the problem and make sure the most obvious solution is being utilized first. This is done by applying objectivity, simple analysis and common sense.
Visualizing what happens to the plastic as it travels from the hopper through the heating cylinder, and through the flow path to the cavity image, it can be determined what may have changed that could be causing defects. A heater band could be burned out, or an injection pressure valve spring may be weak, or cooling water lines may have become blocked. Any of these problems will cause specific things to happen. A thorough understanding of the molding process will help determine these problems, and their solutions.
TROUBLESHOOTING TIPS
For now it is important to understand that most defects can be corrected by one of a variety of changes. For instance, splay usually can be corrected by either drying the material, or reducing nozzle temperature, or increasing backpressure. The trick to proper troubleshooting is to know when each solution will work and how to identify which problem is actually causing the splay. Understanding this concept will make the troubleshooting process less of a mystery and more of a science.
Successful troubleshooting usually requires making changes to an existing process. These changes will sometimes have an immediate effect, but in all cases, any changes will also have long-term effects. This is because the total molding process requires a certain amount of time to stabilize after any change is made. For instance, an increase in barrel temperature will alter the flow rate of a material after only a few minutes, but that increase also has an effect on the injection speed after a few more minutes because the material is easier to move. A faster injection speed may initiate a tendency for flash to begin after a few more minutes. And so on, and so on. There are three major rules-of-thumb to follow when making adjustments to molding parameters:
1 - Create a mental image of what should be happening during the process and look for obvious differences;
2 - Make only one change at a time;
3 - Allow the process to stabilize for a period of 10 to 20 cycles after any single change is made to the process:
If a particular change did not fix the problem the change should be reversed (the setting put back where it was) before any other change is attempted. And, the next change should not be made until another 10 cycles have transpired. This demonstrates that troubleshooting can be a time consuming process because of the amount of time required to allow the machine to stabilize between changes. However, without that stabilizing time, so many changes can be made so quickly that no one could determine which change actually solved the original problem. Of course the major concern is that, because changing one parameter will affect another, when many changes are made at once the entire process quickly goes out of control and runs in total confusion. So, a troubleshooter must be objective in analysis, be selective in solution, and most of all, be patient in activity.
A - Be objective
B - Be selective
C - Be Patient
END
2 - Make only one change at a time;
3 - Allow the process to stabilize for a period of 10 to 20 cycles after any single change is made to the process:
If a particular change did not fix the problem the change should be reversed (the setting put back where it was) before any other change is attempted. And, the next change should not be made until another 10 cycles have transpired. This demonstrates that troubleshooting can be a time consuming process because of the amount of time required to allow the machine to stabilize between changes. However, without that stabilizing time, so many changes can be made so quickly that no one could determine which change actually solved the original problem. Of course the major concern is that, because changing one parameter will affect another, when many changes are made at once the entire process quickly goes out of control and runs in total confusion. So, a troubleshooter must be objective in analysis, be selective in solution, and most of all, be patient in activity.
A - Be objective
B - Be selective
C - Be Patient
END
.